除尘器的工作原理
1、概述
2、工艺流程
一、试运行前检查
二、二。除尘器预喷操作说明
三、启动除尘器前注意事项:
四、除尘器的操作
五、除尘器维护说明书
六、故障检查
电气操作除尘器
a. PLC主控柜仪表及工控机操作
b.操作人员可在现场手动启动除尘器的。
本说明包括袋式除尘器的原理、结构和使用注意事项以及辅助设备的操作和维护技术要求,使操作人员能够正确理解该类型除尘器的使用。用于调试和使用。
除尘器的工作原理
1、概述
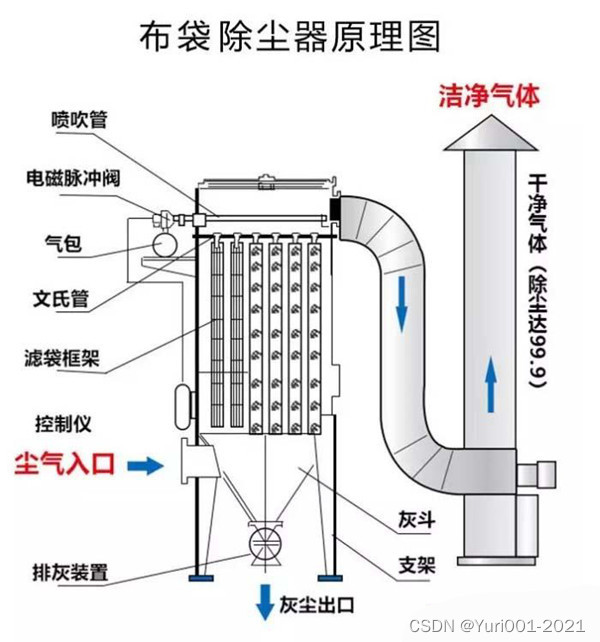
除尘器由上箱、中箱、灰斗、导流板、支架、滤袋组件、吹风装置、离线阀、除尘装置、检测控制系统等组成。整套除尘器还包括维护平台、照明系统、维护电源等辅助设备。
工作原理如下:含尘气体由进风烟道各入口阀进入各单元箱体,在箱体导流系统的引导下,大颗粒粉尘分离后直接落入灰斗、其余粉尘随气流进入中箱体过滤区,过滤后的洁净气体透过滤袋,经上箱体、提升阀、出风烟道排出除尘器,经过风机和烟囱直接排放到大气中。随着过滤条件的进行,当滤袋表面积尘达到一定量时,清灰控制装置(压差或定时、手动控制)按照设定程序控制当前单元的离线,打开电磁脉冲阀吹出滤袋上的灰尘。落入灰斗的灰尘通过仓泵进入气力输灰系统。
结构特征如下:脉冲除尘器是一种外部过滤除尘器,即滤袋外的粉尘气体,滤袋内的清洁空气,袋口向上。除尘功能利用压差或定期、手动功能控制在线除尘仓库,启动脉冲吹阀吹,使滤袋径向变形,抖落灰尘。除尘器还具有离线维护功能。
2、工艺流程
除尘器利用过滤材料捕获烟气中的粉尘颗粒。过滤材料捕获粉尘颗粒的能力决定了除尘器的除尘效率。因此,整个除尘器的过程可以简单地描述为过滤材料通过控制除尘器中粉尘气流的阻力来保持良好的粉尘颗粒捕获能力,即定期清除布袋中的灰尘,以防止过大的气流阻力。 气流在进入汇风箱后经过各入口阀直接进入各箱体进行过滤,气流流量由各过滤室的压力自行控制,压力低的过滤室气流流量将较大。因此,一旦一个过滤室的压差过大,更多的气流(含有更多的灰尘颗粒)将被赶到其他过滤室,直到每个过滤室的压差相等。在实际情况下,每个过滤室的压差基本相同。如果过滤室的压差较高(高于设定值),则进入除灰程序;如果过滤室的压差较高,除灰后无明显下降,则过滤袋堵塞;如果过滤室的压差较低或突然下降(低于设定值),则过滤袋损坏。 进气管设置在灰斗上部(中箱),气流进入过滤室,灰斗进气管中的气流分配系统均匀分布到过滤室的整个截面。 过滤室由花板分为净气室(上箱)和含尘室(中箱)。花板上安装了滤袋。当含尘气流通过滤袋进入净气室(即过滤过程或除尘过程)时,滤袋外表面留下一层灰层(布粉层)。灰层比滤袋材料更细。事实上,小尘粒是由灰层捕获的,否则可以通过滤袋。因此,当新的滤袋刚刚投入使用时,会有非常微妙的灰尘颗粒穿透滤袋逃逸,在烟囱口形成羽毛烟,当布粉层形成时,羽毛烟消失。 为防止滤料压力过大,滤袋必须定期清灰。滤袋除尘不是完全去除滤袋上的所有灰层。除尘后,少量残留的布粉层由极细的粉尘颗粒组成,用于在下一次除尘过程中捕获较小的粉尘颗粒。采用脉冲气流实现清灰,清灰过程逐房逐行进行。在实施清灰过程时,过滤室处于在线状态。烟气通过滤袋去除大部分尘粒后,通过出风管和引风机排出。
一、试运行前检查
1.清理: 除尘器安装完成后,应对除尘器进行全面检查,清除除尘器内的所有杂物:包括焊渣、焊条头、气割残留物、手套、烟头等。这些清除工作可以通过压缩空气来完成。清除杂物时,应拆下灰斗卸灰阀(杂物将从灰斗出口排出)。 2.检查: 除尘器的所有连接法兰都应包含密封材料,以确保密封。所有人孔盖和检查门应压紧,密封条无泄漏,无泄漏
①检查滤袋是否安装完好,无泄漏;
②所有滤袋的接缝应朝同一方向(背对进气口)。滤袋口弹簧圈与花板的接触是否良好,弹簧圈完全拉伸,无皱纹;
③袋笼与滤袋的配合是否紧密,袋笼垂直,无弯曲;
④喷嘴固定牢固,喷嘴是否垂直,无偏差,与滤袋对中;
⑤离线阀和旁通阀动作灵活,无堵塞,阀板与离线阀接触良好,气缸行程是否合适;
⑥进风口调节阀密封是否良好, 阀门旋转是否灵活;
⑦压缩空气系统是否无泄漏,润滑油是否加入气动三联件油杯,油位是否合适,减压阀设置是否为0.3~0.4Mpa,安全阀的设置是否在0.4Mpa;
⑧验证原理图;
⑨电缆安装和激励前绝缘检查;
⑩压力传感器或差压传感器管道是否泄漏;审核0%校准点⑾测温仪和料位仪校准及信号确认;
二、除尘器的预喷涂操作说明
1.打开所有入口阀和出口阀,打开80%的风扇~100%观察四仓室压差变送口,调整入口阀,确保四仓室压差一致,说明四仓室风量分配基本一致;并打开入口阀; 2.关闭压缩空气或喷射信号,使喷射系统处于非工作状态; 3.打开第yi关闭其他三个阀门; 4.打开第yi仓库所有离线阀; 5.打开风扇,打开风扇入口风量调节阀20%~30%; 6.从预喷装置装置Ca(OH) 2 至除尘器,单仓差压2000~300Pa时间(每个仓个仓室Ca(OH) 2粉尘量为300Kg~400Kg),二、三、五步依次预喷第二、三、四仓室。 7.预喷涂后,打开所有进出口阀门(不得启动旁路阀)并打开压缩气和喷吹信号,,在Δp达到900Pa(粉饼形成)时,开始清洁滤袋; 8.除尘器操作的正确与否直接关系到滤袋是否能达到其不错性能和有效防止滤袋的过早失效。
三.启动除尘器前注意事项:
1.引风机开启前,应检测提升阀或旁路阀,至少有其中一种处于打开位置。防止在提升阀、旁路阀都处于关闭位置时启动风机,这样会严重损坏电机及提升阀和旁路阀! 2.除尘器启动前做好对除尘器清理及检查工作。 3. 启动后,除尘器就会过滤含尘气体从而达到除尘效果,在线状态下进行清灰程序。通常,除尘器性能的不错显示就是除尘系统的压力降。特别是除尘器单个过滤室的压力降是滤袋状况的不错显示,压力降的突然升高或降低即意味着滤袋的堵塞、泄漏、阀不动作、清灰系统失灵或灰斗积灰过多。处于对滤袋的保护,每个过滤室的压力降高不得超过900Pa。
四、除尘器的操作
启动后,滤袋表面会形成布粉层,除尘器就会在在线状态下进行清灰程序。通常,除尘器性能的不错显示就是除尘系统的压力降。特别是除尘器单个过滤室的压力降是滤袋状况的不错显示,压力降的突然升高或降低即意味着滤袋的堵塞、泄漏、阀不动作、清灰系统失灵或灰斗积灰过多。处于对滤袋的保护,每个过滤室的压力降高不得超过900Pa。
1、滤袋的清灰:
a)脉冲袋式除尘器的脉冲清灰控制采用手动和自动两种方式,可相互转换。自动控制采用压差(定阻)和定时两种控制方式,可相互转换,压差检测点分别设置在除尘器的进出口总管处,当达到设定的压差值时(800~900Pa),除尘器各室依次进行脉冲喷吹清灰,清灰程序的执行由主控柜(PLC低压柜)直接进行控制。
b)定时控制:选择开关选定“自动”“定时”位置,系统满足定时控制条件后,1#室清灰指示灯亮,开始喷吹,依次完成所有仓室的清灰工作后进入下一周期,周期结束后再从1#室开始清灰工序。
c)定阻控制:选择开关选定“自动”“定阻”位置,当除尘器差压达到设定值时,开始清灰工序: 1#室清灰指示灯亮,开始喷吹,喷吹结束后,间隔5S后下一仓室进行工作,依次完成所有仓室的清灰工作。如果一次清灰后除尘器阻力仍然高于设定值,清灰继续进行。如果在清灰过程中,除尘器阻力降低到设定值以下,清灰工序在完成一个周期后才停止,直到除尘器阻力超过设定值,开始下一次清灰工序。 2.除尘器的关机:用PLC关闭除尘器,除尘器提升阀会关闭,再手动关闭进风口调节阀(注意:在滤袋清灰过程中或灰斗中还有积灰时,不能关闭输灰系统) 3.再对除尘器内部进行检查或维修时必须悬挂标记,防止有人员突然打开。 4.当除尘器的关闭时间超过48小时时,请按以下步骤: ☆关机后,清除除尘器过滤室中的烟气,因为烟气中含有很多的水汽和其冷凝气体。 ☆在除尘器冷却前对滤袋进行3-5次清灰。 ☆将灰斗内的灰尘完全清空。 ☆关闭输灰系统。 ☆开动引风机,用一个小时左右的时间对除尘器清理。 ☆关掉引风机。 ☆进入过滤室前先使用排风机通风,检查完毕后及时关闭各检查门。
五、除尘器的维护说明
所有和滤袋有关的维护都可以在净气室进行,除尘器顶部的便掀式顶盖用于滤袋等的检查和更换。除尘器有检修平台,用于检查和维护有关清灰系统、电控设备、阀门等设备。以下条款为维护的程序,须周期性地检查以促进“无故障操作”: ☆每天:对各仓室压力降、阀、气缸和进出风阀门的操作进行一次巡回检查,并至少每两小时作一次记录; ☆每周:对整个清灰循环系统进行观察,确认清灰循环、进出风阀门的操作和PLC操作正常。检查门密封情况检查 ☆每月:对所有的进出风阀门控制器、电磁阀、电机和设备按其操作功能进行详细检查 ☆每年:从每个过滤室中随机抽取一到两条滤袋,分析预测滤袋的使用寿命及需要更换的情况 ☆ 一旦有机会,或至少一年一次,对除尘器各过滤室中花板在净气段可能的积灰、滤袋的状况、灰斗的积灰、电气元件的性能、各阀门的密封和空气泄漏情况进行检查各部件的维护:滤袋:定期对净气室和滤袋检查,也可根据仓室差压的异常波动去查看有无积灰、水汽或锈斑。一旦有上述情况发生,就说明有滤袋破损或操作条件不对电控元件:和除尘器其他部件一样,电控元件不需要定期服务,然而,我们建议利用常有的间隙期对其进行检查。电磁阀等整装元件的检查可以用替换的方式检查,坏的元件建议送厂家修理。电磁脉冲阀:膜片阀的故障分开启故障和关闭故障。开启故障可能是因为连续的激励、内部杂质的堆积、膜片的过度磨损或磨损的活塞塞住了壳管。膜片阀的开启故障可以通过过量的压缩空气消耗量、压缩空气管道的压力降或阀的连续漏气声音来检测。找到问题原因后,首先去掉系统压力,再拆除阀盖,检查膜片的密封处是否有杂物、膜片是否损坏、弹簧是否失效。不要试图在系统压力未去处的情况下拆开膜片阀。关闭故障的原因可能是激励信号太弱、线圈故障、内部杂质的堆积或活塞磨损过度。膜片阀的关闭故障检测可以通过激励电磁阀时过分轻的脉冲声音来检查。如果电磁阀不动作或电磁部分动作但阀不动作,说明电磁操作阀或控制器有问题,需要更换。电磁阀的检查包括在电源断开时所有的连接是否紧密,阀的操作是否正常。除尘器状况:除尘器室内的水汽现象,像小水洼或锈斑,是水汽或热烟气中的酸的冷凝或从外面渗漏进来的。水汽问题是因为操作温度较低而造成热烟气的冷凝而导致的,如果水汽是因为渗漏的原因,好的堵漏方法是先清理,再嵌以环氧或硅酮密封胶,可以用密封焊的方式堵漏,但焊接前一定要拆除滤袋或盖住滤袋以防止焊接火花的伤害,这类伤害对滤袋而言可能是致命的。检修门的渗漏一般是因为门的不正确紧固或密封垫的问题。正确紧固检查门、更换老化、变形的密封垫以解决检查门的渗漏。除尘器的压力降:系统的压力降是除尘器性能和状态的好体现。建立一份操作日志。操作日志的记录有助于制定维护和滤袋更换计划。不正常的压力降信号指示我们立刻检查!过低的压力降表明系统有泄漏,检查烟囱是否冒烟、花板上是否有积灰。过高的压力降表明的原因有很多:滤料堵塞、清灰系统故障、进出风阀故障、灰斗积灰过多、压差表的管路堵塞。滤袋:在保修期间出现的滤袋破损,必须有更换记录,记载更换仓室和滤袋位置、更换日期,连同损坏的滤袋交供货商分析。 滤袋拆卸: 1、安全步骤: ☆关闭并锁住过滤室的进出风阀; ☆对要进入的过滤室进行3-4次的清灰操作; ☆打开该室门通风,确认过滤室内冷却后进入,人员进入过程中应借助风扇往里面持续吹新鲜空气; ☆操作过程中,保持灰斗检查门的开启; 2、拆卸过程:更换一条滤袋,应该从顶部将滤袋和袋笼一起拉出,有时需要抽出几条滤袋以检查具体情况。
六、故障检查
除上述说明外,以下的条款有助于除尘器故障的检查:
1.滤袋磨损可能的原因: a)灰斗积灰过高,导致二次扬尘,高速气流中的大量灰尘粒子造成滤袋磨损。 b)没有安装好导致滤袋间的相互摩擦。 c)袋笼腐蚀、破损、弯曲。 d)过度的清灰会缩短滤袋的使用寿命; 2.对滤袋检查时发现有几行不正常的厚灰层,表明电磁脉冲阀或特定的脉冲控制器输出出现故障,故障的查找过程需先查找电器故障。 3.花板顶部的不正常积灰现象表明有滤袋破损。在恢复工作前,应更换滤袋并除灰。 4.只有满足开机运行所有条件时,才能使除尘器控制器处于开启状态。 5.其它不明故障,应及时报请设备制造厂家处理。
除尘器电气操作
操作分主控室操作及现场操作,主要在PLC主控室操作,现场操作主要在调试及维修期间进行操作。 1.PLC主控柜清灰控制:三档选择按钮选在手动控制方式时,则PLC主控柜上有两个旋钮及两个按钮都处于工作状态,可以控制提升阀开关、旁路阀开关、脉冲喷吹、故障复位。 2.当控制提升阀、旁路阀开关时,PLC主控柜上有相应的动作指示(灯),若工作发生故障,有相应的故障报警指示(灯)。 3.按下脉冲喷吹按钮,及现场所有脉冲阀将依次喷吹一次。想要继续喷吹即可再按一下,每按一下即脉冲阀依次喷吹一次(若系统处于脉冲喷吹时,则此按钮不处于工作状态,按此按钮将失效!) 4.当系统发出任一报警信号时,操作人员想要停止系统喷吹,即可按下故障喷吹按钮,方便人员去现场维修! 5.三档选择按钮选在自动控制方式时,则PLC主控柜上有两个旋钮及两个按钮都将失效,自动控制采用压差(定阻)控制方式, PLC主控柜上有一总差压仪表,显示为实际值,再此仪表上可设定差压值,当达到设定的压差值时(800~900Pa),系统将开始清灰。如果一次清灰后除尘器阻力仍然高于设定值,清灰继续进行。如果在清灰过程中,除尘器阻力降低到设定值以下,清灰工序在完成一个周期后才停止,直到除尘器阻力超过设定值,开始下一次清灰工序。此清灰程序的执行由主控柜(PLC低压柜)直接进行控制。 6三档选择按钮选在定时控制方式时,则PLC主控柜上有两个旋钮及两个按钮都将失效, PLC主控柜上有一定时仪表,显示为时间实际值,定时控制:选择开关选定 “定时”位置,系统满足定时控制条件后,系统将开始自动清灰一周,当下次再满足定时控制条件后,系统又开始喷吹一周,如此反复进行。
a. PLC主控柜仪表及工控机操作
仪表PLC主控柜共有6个仪表,为1—4#差压、进风口温度、总差压、定时。 I. 1—4#差压:显示1、2、3、4仓室内的压差,根据此压差可以观察每个仓室的运行情况。 II.进风口温度:显示进风口处的烟尘温度。 III.总压差:显示进风口与出风口之间的压差,根据此仪表可设定定阻喷吹控制方式。 IV.定时:在用定时喷吹控制方式时,可根据该仪表进行时间设定。
b.除尘器的清灰工序可以由操作人员在现场手动启动。
通过现场操作箱进行现场操作。在喷吹现场柜上有一自动/手动旋钮,当打在自动上即PLC主控柜上的操作有效,就地其他旋钮操作无效。若打在手动上,则PLC主控柜上的操作无效,就地其他旋钮操作有效,在此时选择柜体面板上的任一旋钮将处于工作状态,有16个气包喷吹选择按钮,当任一一个按钮处于开的位置,即该气包就进行喷吹(在气源压力允许的条件下,可多个气包同时喷吹),有四个提升阀开关旋钮,两个旁路阀开关旋钮。一个电源指示,一个急停按钮,当想关闭现场电源,可按下此按钮。